


Requirements
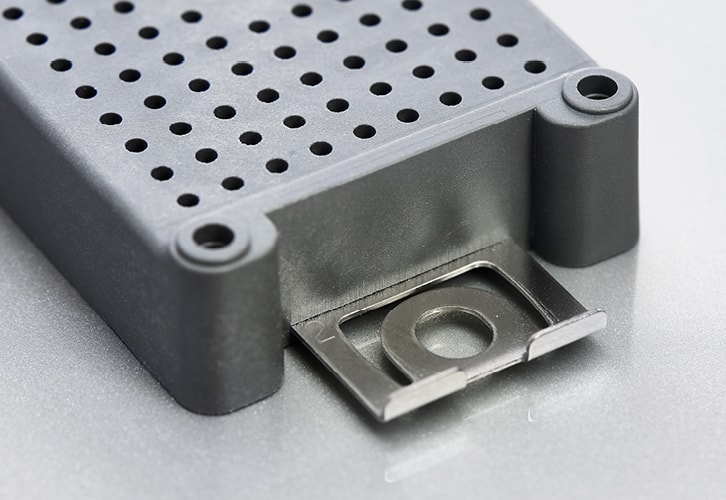
We were commissioned to manufacture a complex cover for various power modules on behalf of a leading manufacturer of heating and cooling technology as well as hydraulic and electric motors. The BR34-1 cap has now proven itself to be valuable in the control of currents in electrical systems and e-mobility applications worldwide.
In addition to the special requirements for the component’s flatness and the accuracy of the hole pattern, the aim was to ensure a visually flawless appearance of the component at all times. It already became apparent during the process concept design phase that it would be worth combining the entire value chain at one location. The focus was on the highest possible degree of automation in order to design the process as efficiently and precisely as possible.
Process
Based on an integrated product concept, all process steps were precisely defined and implemented in-house in close coordination between the individual departments – from process development, concept and tool design, toolmaking and all stamping and injection molding processes to the development and manufacture of the individual automation with all the required documentation and one hundred percent visual inspection.
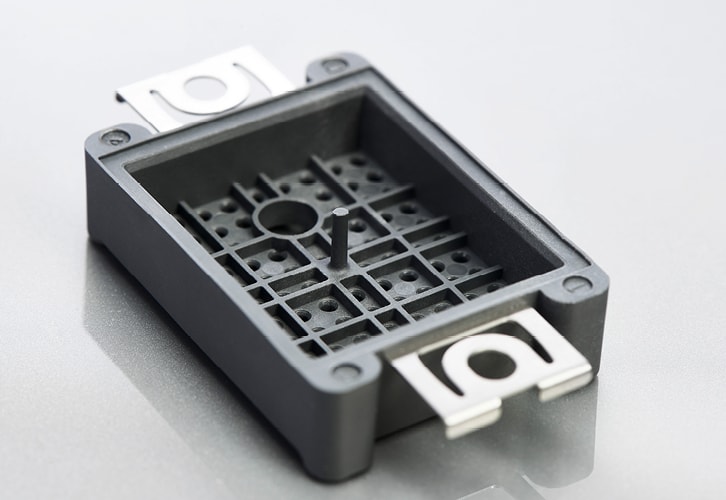
In the first production step, the metal clips are stamped on modern automatic stamping machines. The subsequent degreasing takes place on a modern cleaning system located on our premises. The material used here is an extremely elastic and corrosion-resistant stainless steel that has a high tensile strength. The clamps are then separated within a very short time and fed to the multi-cavity tool in a production cell. The loading of the tool is fully automated, with high demands on the positioning of the inserts so as not to damage the tool.
The metal inserts are then overmolded with an engineering thermoplastic in a likewise fully automated injection molding process. Here we process a PBT GF25, which has a high glass-fiber filler content and is also equipped with an additional flame retardant additive. Since the plastic warps during the cooling phase, we opted for a two-stage concept from the outset to correct the tools in order to achieve the flatness and hole pattern position requirements.
Due to the high quantities involved, all caps are removed in a final step by modern handling systems and passed on for visual inspection before being made available to logistics on customer-specific reusable trays. The one hundred percent inspection detects if all holes and clamps are present and if there are any color inclusions or impurities.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Result
It is evident that, in addition to the choice of materials, the automation technology developed in-house is also an important success factor in the product concept. The layout, development as well as the construction of the automation is done by our in-house automation department. All grippers were manufactured working closely together with our toolmaking shop, camera systems were integrated and programmed. Consequently, we were also able to respond to specific requirements at any time.
In close cooperation with the customer, we optimized the manufacturability, worked out all the drawing specifications together and adapted them for series production. Each process step can be mapped in-house and flows into the next one. The clear advantage for the customer: short supply chains, savings on transport costs, short response times thanks to in-house tool and die making. We were able to ensure a smooth handover to series production thanks to the commissioning and running-in using internal specialist personnel.
5
cameras with a total of 7.5 million images per year
8
Tons
of stainless steel per year for 3 million clamps
1500
K.
pieces annual production capacity with 17 tons of processed plastic
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.