


Requirements
The focus of the process design during the development and production of this assembly for an inverter is in matching several complex stamped and bent parts to the injection mold. On the one hand, the customer’s requirements for isolation, positional accuracy and traceability must be met, and on the other hand, different manufacturing and assembly operations must be integrated stably into the process. Due to increased customer demand and the growing requirements for process efficiency, production had to be converted from manual to partially automated production using the most modern testing scenarios.
Process
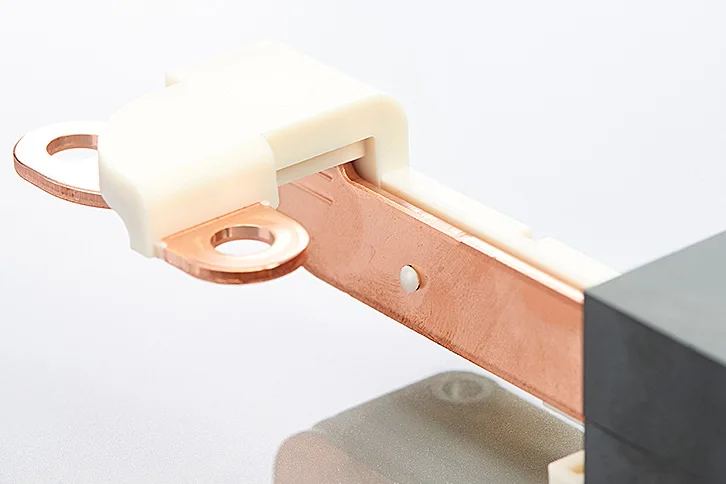
All the busbar’s inserts and components must be precisely and dimensionally matched to the injection mold and consistently manufactured in series production. The assembly for inverters is consequently developed and produced with all the whole full service at the Helmbrechts site. In this context, cross-departmental collaboration is a crucial key factor for stability in the series production run and a process accelerator at all levels.
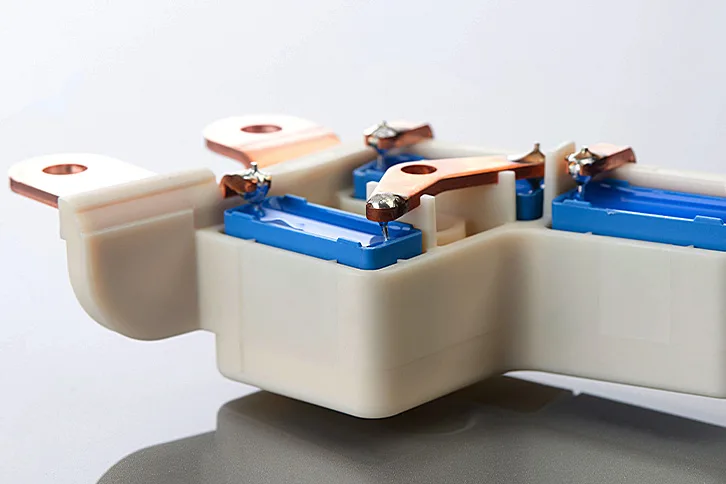
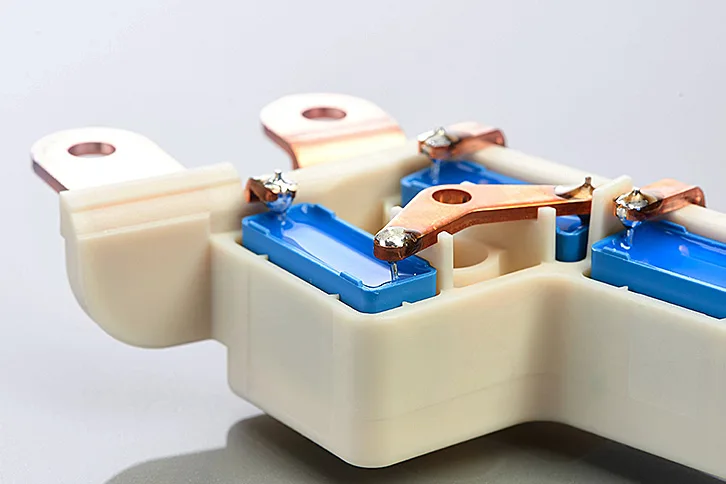
First of all, the various stamped and bent parts are manufactured in a fully automatic stamping process, then precisely positioned and overmolded on a rotary table machine with an injection mold and two ejector sides. Rotary table technology offers clear advantages here in terms of consistency in the injection cycle with a high number of inserts.
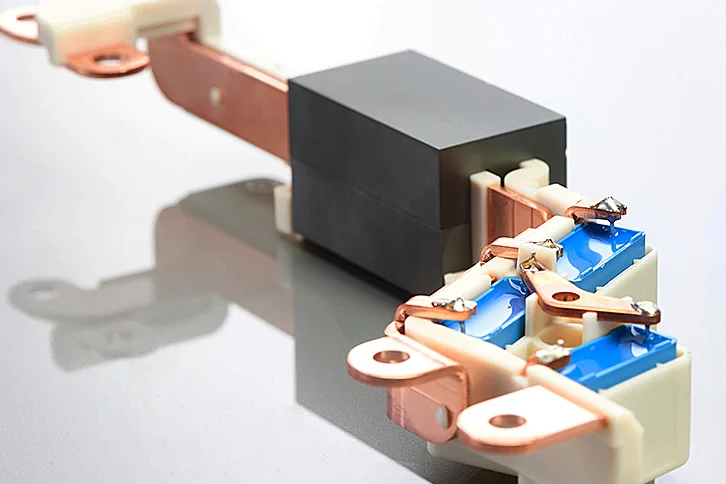
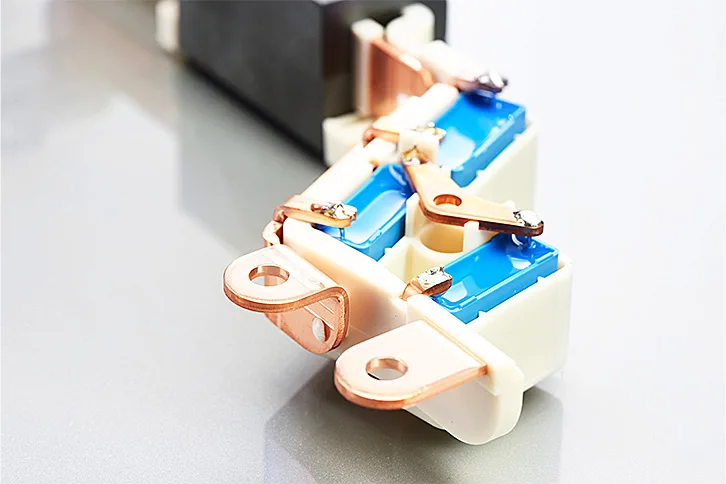
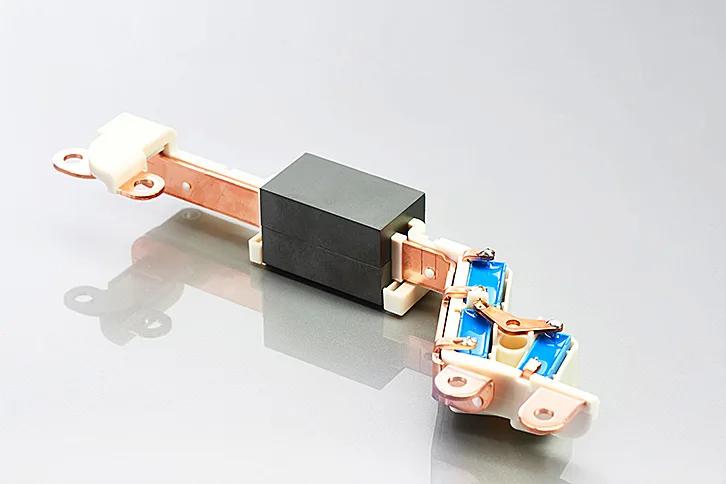
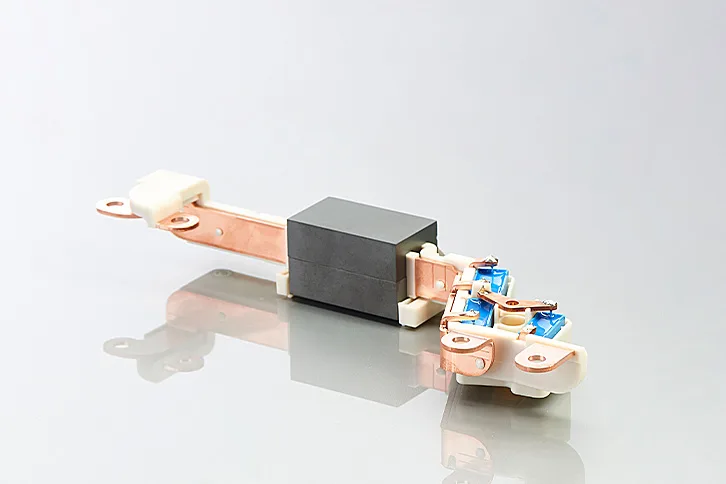
In addition to the copper and ferrite components, we process glass-fiber reinforced, low-viscosity PBT GF30 thermoplastic, which has high tensile strength and stiffness. Complex bending, hot caulking and soldering processes are used to assemble the individual components into an assembly. Bonding the ferrite core and soldering the capacitors to the busbar is partially automated in order to maintain a consistently high level of quality with increased production volumes and to reduce process costs.
Specially developed test concepts such as one hundred percent camera testing of the solder joints, one hundred percent strength testing of the bondings as well as one hundred percent high-voltage testing of the capacitors, the insulation of the assembly as well as the inductivity of the ferrite core cover the customer requirements in series production. The results from the high-voltage test are stored and traceably linked to a unique DMC code which is applied to the assembly. Each process step is permanently monitored in accordance with the agreed testing plan using measuring machines, gages, dial gages and calipers, and documented in the CAQ system. After successful final inspection, the busbars are transferred to logistics in pendulum packaging and special ESD trays.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Result
As a system supplier we map all the process steps for the assembly for inverters in-house and in a compact production concept – from development, tool design, toolmaking to automated production and assembly. Our customer benefits in several ways, for example, this avoids unnecessary transport routes, saves costs, and reduces time to market. Together with the customer, our development team was able to optimally design the automotive busbar, work out all the requirements for the solder joints and contribute our expertise across departments.
Thanks to the partial automation of lead-free soldering and other assembly steps, the process becomes even more efficient with more control. Quality, which in the meantime goes into series production in a run of 175,000 pieces per year.
6
solder joints per part
12
individual components per assembly
3500
assemblies per week
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.