


Requirements
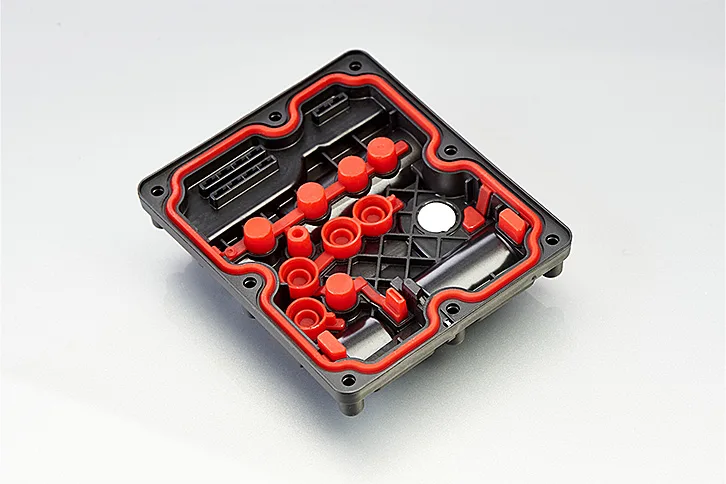
Rudi Göbel was commissioned to manufacture a plastic-silicone assembly for the VW 4-Motion platform. Due to its use outdoors, the 2k housing had to be designed to be extremely tight and robust in order to protect the sensitive electronics from vibrations, G-forces and environmental influences using integrated seals and damping elements in the housing. In addition, the challenging processing of the extremely easy-flow silicone requires a high degree of accuracy in the tool and a great deal of experience in demolding the heavily undercut housing geometry.
The task was to safely process two materials with opposing processing parameters in a single-stage process in compliance with the highest test specifications.
Process
The focus is on the process as well as its design in line with manufacturing and material requirements. Besides the process development, we took over the complete concept design and construction of the 2k tool at our location in Helmbrechts. A key task here was to seal the cavity airtight, without trapping air at the same time. We also had to work very precisely to meet the high sealing requirements here due to the extremely low viscosity of the silicone component.
Thermal separation takes place both in the tool and in the specially developed material feed system for the silicone. Since the thermoplastic warps during the cooling phase, we had to plan for correction loops from the beginning and empirically adjust large areas of the tool.
First, two variants of aluminum bushings (with and without pressed-on stainless steel ground contact) are separated fully automatically, fed to the injection molding machine by a gripper system and positioned precisely in the injection mold. In one fully automatic 2k injection molding process, the inserts are coated with 66 GF 30 polyamide and adhesion-modified silicone with Shore hardness 50 – a material combination that promises consistent sealing properties over a high temperature range.
Once the injection molded part has been removed from the tool by the gripper system, it is transferred to the directly connected welding and testing cell. Here, the PTFE membrane is removed from the carrier roll using a vacuum picker and precisely placed in the housing to enable safe assembly by ultrasonic welding. For maximum stability and safety, we integrated two automated leak tests into the production process – an over/under pressure test for the housing tightness and testing of the characteristic curve for the membrane. All assemblies undergo the fully integrated 100% test in the production cell before they are handed over to logistics in customized packaging.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Result
Thanks to the single-stage design of the process and our experience in multi-component production, we are able to economically map the high customer specifications for tightness and precision. Two contrasting and complex materials can be processed in 2k injection molding using close-contour temperature control of the silicone cavity in the tool. We also ensure quality and efficiency in the process with the development and integration of product-specific removal grippers and test procedures.
Outgassing is eliminated thanks to annealing in the convection oven and the silicone’s mechanical material properties are significantly improved. Together with the machine supplier, the injection molding machine’s rotary unit was optimized for the high temperature requirement profile.
24
K.
pieces per week
1200
K.
pieces per year
2
production lines
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.