


Anforderungen
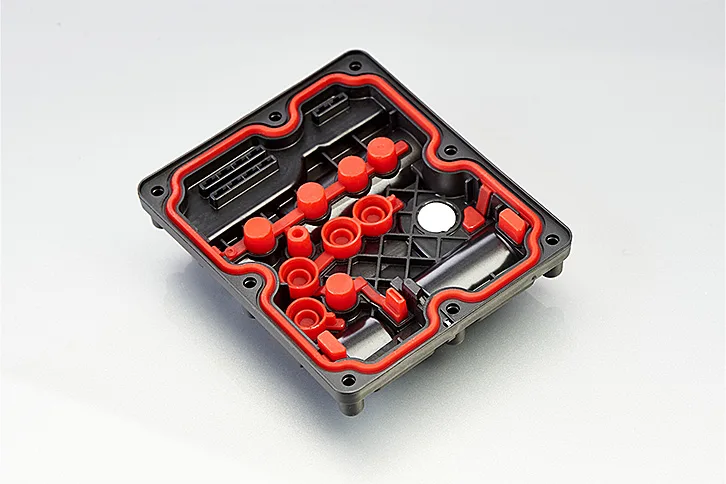
Für die Plattform des VW 4-Motion wurde Rudi Göbel mit der Fertigung einer Kunststoff-Silikon Baugruppe beauftragt. Aufgrund der Anwendung im Außenbereich musste das 2K-Gehäuse besonders dicht und robust ausgelegt werden, um die sensible Elektronik durch integrierte Dichtungs- und Dämpfungselemente im Gehäuse vor Erschütterungen, G-Kräften und Umwelteinflüssen zu schützen. Zudem erfordert die anspruchsvolle Verarbeitung des extrem leichtfließenden Silikons ein hohes Maß an Genauigkeit im Werkzeug und viel Erfahrung bei der Entformung der stark hinterschnittigen Gehäusegeometrie.
Unter Einhaltung höchster Prüfvorgaben galt es zwei Werkstoffe mit gegenläufigen Verarbeitungsparametern in einem einstufigen Prozess sicher zu verarbeiten.
Prozess
Im Mittelpunkt stehen der Prozess sowie seine fertigungs- und werkstoffgerechte Auslegung. Neben der Prozessentwicklung übernahmen wir die vollständige Konzeption und den Bau des 2K-Werkzeugs an unserem Standort in Helmbrechts. Dabei bestand eine zentrale Aufgabe darin, die Kavität luftdicht abzuschließen – ohne gleichzeitig Luft einzuschließen. Auch aufgrund der äußerst dünnflüssigen Silikonkomponente mussten wir hier besonders präzise arbeiten, um die hohen Dichtigkeitsanforderungen zu erfüllen.
Die thermische Trennung erfolgt sowohl im Werkzeug als auch in der eigens entwickelten Materialzuführung für das Silikon. Da sich das Thermoplast in der Abkühlphase verzieht, mussten wir von Anfang an Korrekturschleifen einplanen und große Bereiche des Werkzeugs empirisch anpassen.
Zunächst werden zwei Varianten Aluminiumbuchsen (mit und ohne aufgepresstem Edelstahl-Erdungskontakt) vollautomatisch vereinzelt, mit einem Greifersystem der Spritzgussmaschine zugeführt und exakt im Spritzwerkzeug positioniert. In einem vollautomatischen 2K-Spritzgussprozess werden die Einleger mit Polyamid 66 GF 30 und haftungsmodifiziertem Silikon der Shorehärte 50 umspritzt – eine Werkstoff-Kombination, die gleichbleibende Dichtungseigenschaften über einen hohen Temperaturbereich verspricht.
Nachdem das Spritzgussteil vom Greifersystem aus dem Werkzeug entnommen wurde, wird dieses an die direkt angebundene Schweiß- und Prüfzelle übergeben. Hier wird die PTFE-Membran mit einem Vakuumpicker von der Trägerrolle abgenommen und präzise im Gehäuse platziert, um eine sichere Montage über Ultraschallschweißen zu ermöglichen. Für ein Höchstmaß an Stabilität und Sicherheit integrierten wir zwei automatisierte Dichtigkeitsprüfungen in den Fertigungsablauf – eine Über-/Unterdruckprüfung der Dichtigkeit des Gehäuses sowie das Abprüfen der Kennlinie für die Membran. Alle Baugruppen durchlaufen die vollintegrierte 100% Prüfung in der Fertigungszelle, bevor sie in kundenspezifischen Verpackungen der Logistik übergeben werden.








Ergebnis
Dank der einstufigen Konzeption des Prozesses und unserer Erfahrung in der Mehrkomponentenfertigung gelingt es uns, die hohen Kundenvorgaben an Dichtigkeit und Präzision wirtschaftlich abzubilden. Über eine konturnahe Temperierung der Silikonkavität im Werkzeug können zwei konträre und komplexe Werkstoffe im 2K-Spritzguss verarbeitet werden. Zudem sichern wir Qualität und Effizienz im Prozess mit der Entwicklung und Integration produktspezifischer Entnahmegreifer und Prüfverfahren.
Ausgasungen werden dank des Temperns im Umluftofen eliminiert und die mechanischen Werkstoffeigenschaften des Silikons deutlich verbessert. Gemeinsam mit dem Maschinenlieferanten wurde die Dreheinheit der Spritzgussmaschine auf das hohe Anforderungsprofil der Temperatur optimiert.
24
Tsd.
Stück pro Woche
1200
Tsd.
Stück pro Jahr
2
Fertigungslinien
Überzeugt?
Jetzt Projekt starten
Rufen Sie uns an oder schreiben Sie uns. Bringen wir Ihre Idee gemeinsam in Serie.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}